

以下是:河北省保定市注重绗磨管质量的生产厂家的产品参数
产品参数 产地 聊城 类型 绗磨管 材质 钢管 可定制 是 品牌 九冶 范围 注重绗磨管质量的供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 竞秀区、满城区、清苑区、涞水县、阜平县、徐水区、定兴县、唐县、高阳县、容城县、涞源县、望都县、安新县、易县、曲阳县、蠡县、顺平县、博野县、雄县、涿州市、定州市、安国市、高碑店市、莲池区等区域。 【九冶】持续拓展产品矩阵,现有涿州绗磨管用途广泛、顺平绗磨管放心购、衡水绗磨管实力优品、唐山绗磨管按需定做等,满足不同场景需求。注重绗磨管质量的生产厂家,九冶管业(保定市分公司)为您提供注重绗磨管质量的生产厂家产品案例,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 河北省,保定市 保定市,河北省辖地级市,国务院批复确定的京津冀地区中心城市之一。保定市位于河北省中部偏西,太行山东麓,冀中平原西部,地势由西北向东南倾斜。地貌分为山区和平原两大类;地理坐标介于北纬38°14′29″~39°57′3″,东经113°45′32″~116°19′41″之间;东接雄安新区,东南邻沧州市,南接衡水市,西南连石家庄市,西靠山西省,西北与山西省及张家口市交界,北邻北京市,东北与廊坊市毗邻。保定地处京津石金三角,距北京140公里,距天津145公里,距石家庄125公里,总面积1.93万平方千米(不含雄安新区及定州)。截至2022年末,保定市常住人口914.4万(不含雄安新区及定州)。
想要更直观地了解注重绗磨管质量的生产厂家产品吗??产品视频,带你走进产品世界
以下是:河北保定注重绗磨管质量的生产厂家的图文介绍
有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。 系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素
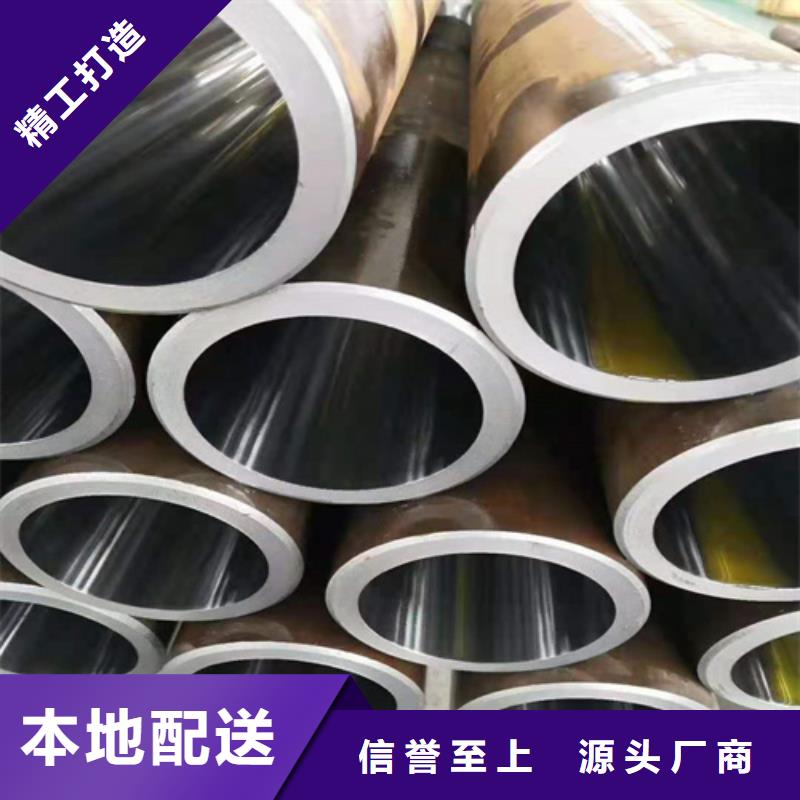
珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
精密绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr精密绗磨管的应用对节约钢材,提高加工工效,减少加工工序或设备投资有重要意义,可以节约 费用和加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本,对提高经济效益有重要意义。选用滚压油缸管的注意事项
1、滚压油缸管压力选择是否正确,对滚压后表面粗糙度、尺寸、精度都有影响。一般情况下,滚压油缸管力增加,表面粗糙度提高。但是滚压力增加到一定程度,表面粗糙度不再提高。如继续增加,滚压表面开始恶化,甚至出现裂纹。
2、提高工件表面粗糙度,采用滚压加工效果好。在预加工粗糙度达Ra1.6时,只要过盈量合适,粗糙度可达Ra0.2以上。但当预加工粗糙度只有Ra6.4~Ra3.2,加工表面有振动乱刀纹时,那么较深的刀纹不能被滚压光,这只有增加过盈量再次滚压。如果孔的椭圆度和锥度过大,滚压后上述缺陷仍然存在,同时粗糙度大。因此,预加工表面好小于Ra3.2,几何精度在一、二级以上,能获得小的粗糙度,较理想的精度。
河北保定九冶管业有限公司是一家专注于 绗磨管的大型企业。生产工艺严格按照ISO9001质量管理体系,产品质量得到可靠的保障。本公司一贯以“高质量的产品、合理的价格、良好的信誉服务”为基本原则。真诚的期待成为您忠实的朋友和合作伙伴,共创互惠双赢的未来!
冷拔方式:生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
注重绗磨管质量的生产厂家_九冶管业(保定市分公司),固定电话:【0527-88266888】,移动电话:【0527-88266888】,联系人:李经理,丁块工业园。













